Matteo
Guest
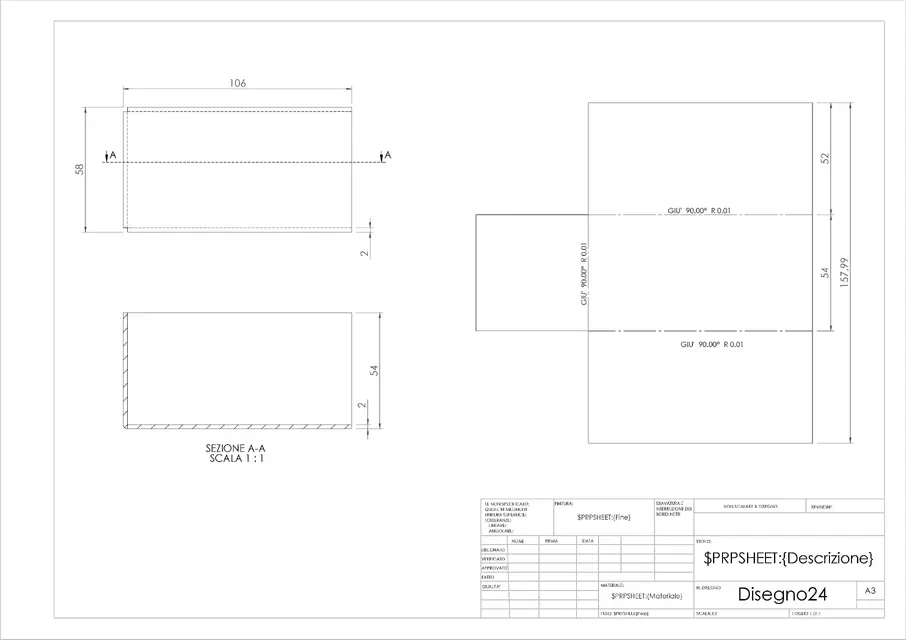
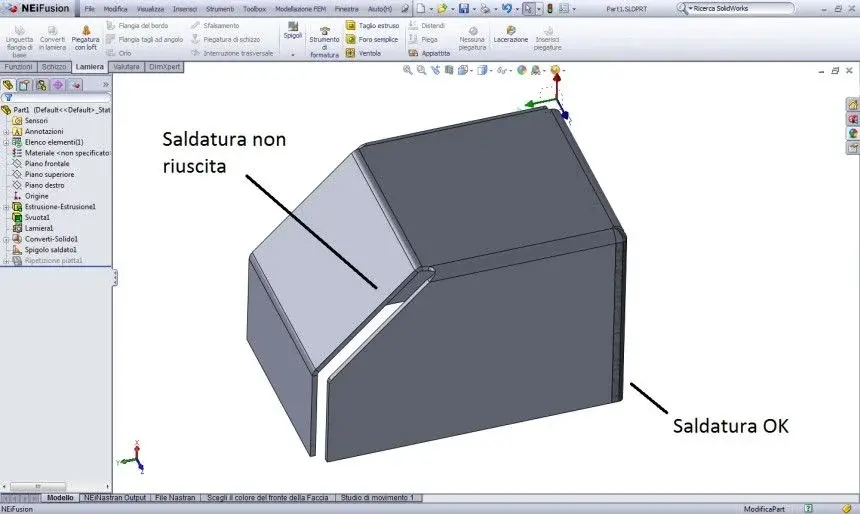
I have difficulty in running the command "spigolo welded" on a model in which the edge is tilted. I attach an example image.
assistance I don't know how to help (the product is not "official" swx but a version provided in the package infusion so the assistance doesn't know much about cad and more than anything follows the fem part).
I also attach the file prt.
thanks for the suggestions!
assistance I don't know how to help (the product is not "official" swx but a version provided in the package infusion so the assistance doesn't know much about cad and more than anything follows the fem part).
I also attach the file prt.
thanks for the suggestions!
") and then tell me if you change your development.
and then tell me if you change your development.