jugerman
Guest
Hello everyone,
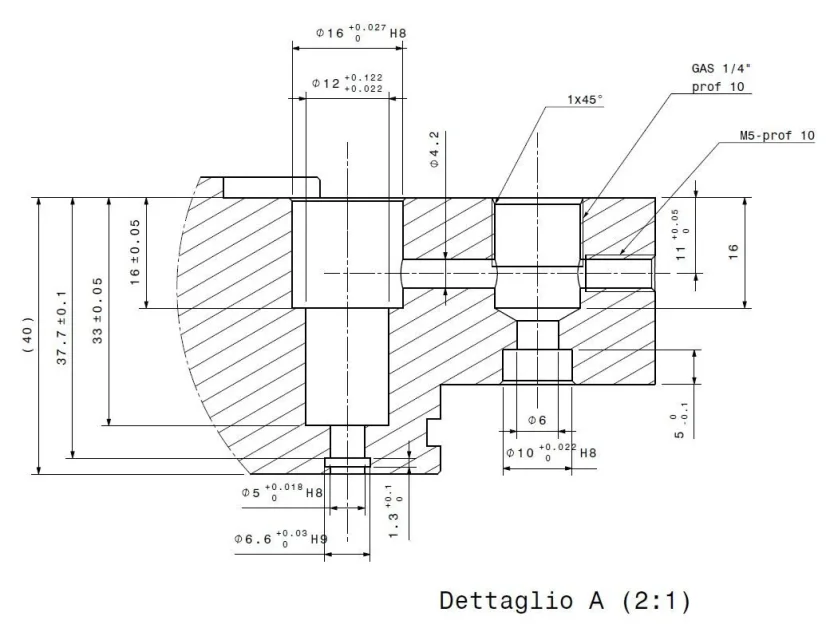
I am analyzing the processing cycle of a 316 aisi steel component. It is a diameter round of 220 mm and a thickness of 43mm. I have some doubts about how to make flat-bottom holes with different tolerances, as shown in the technical detail in the figure.
the idea is to realize in the first phase the deep side drilling of diamentro d = 4.2 mm, then use a centrin to determine the correct position of the axis of the holes with flat bottom, carry with a diameter tip of =5 mm the passing hole, alesare to obtain in hole of diameter 12 mm , finally widen and bring to tolerance h8, with a bare, the hole of diameter 16 mm. after it is provided to realize the hole with gas thread, knowing that the opposite side is still rough and will be worked after the tipping of the piece.
hoping to be clear, but I have my doubts, I ask you if you can help me understand what is the correct way to make these holes and what tools are most suitable (alser, bare, etc.).
I am analyzing the processing cycle of a 316 aisi steel component. It is a diameter round of 220 mm and a thickness of 43mm. I have some doubts about how to make flat-bottom holes with different tolerances, as shown in the technical detail in the figure.
the idea is to realize in the first phase the deep side drilling of diamentro d = 4.2 mm, then use a centrin to determine the correct position of the axis of the holes with flat bottom, carry with a diameter tip of =5 mm the passing hole, alesare to obtain in hole of diameter 12 mm , finally widen and bring to tolerance h8, with a bare, the hole of diameter 16 mm. after it is provided to realize the hole with gas thread, knowing that the opposite side is still rough and will be worked after the tipping of the piece.
hoping to be clear, but I have my doubts, I ask you if you can help me understand what is the correct way to make these holes and what tools are most suitable (alser, bare, etc.).

")