picc
Guest
hello to all
I do not know if it is the appropriate section, in case of negative response I will move the discussion to the right topics. I have to simulate the injection molding process of a component for a project at university. the component is that present in the attachments (I uploaded only the main views but obviously I have the cad file). for simulations we are using visi-flow software and we have explained the basic commands.
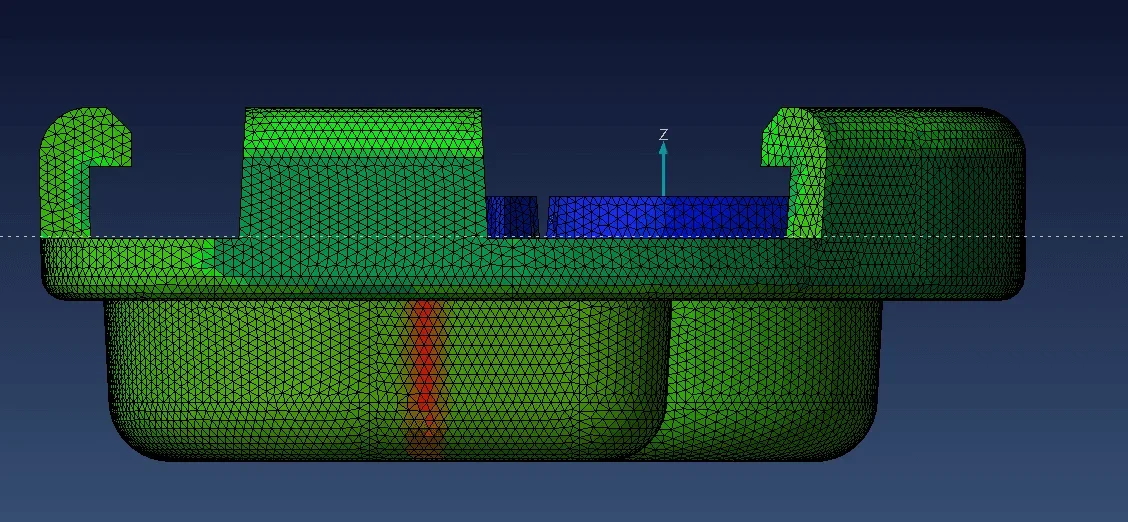
the first step I made was to run mesh on the component and already here I have a doubt: Once the mesh is done, we have been told to correct the calculation of the thicknesses running the software. doubt is related to the fact that I'm not sure what the software did. For example, the circle that is seen from the view from the bottom should not be there (if I have understood well how it calculates the thicknesses the program) because if the red circle should be there then a half arc should be present due to the semicircle that is seen from the view from the top.
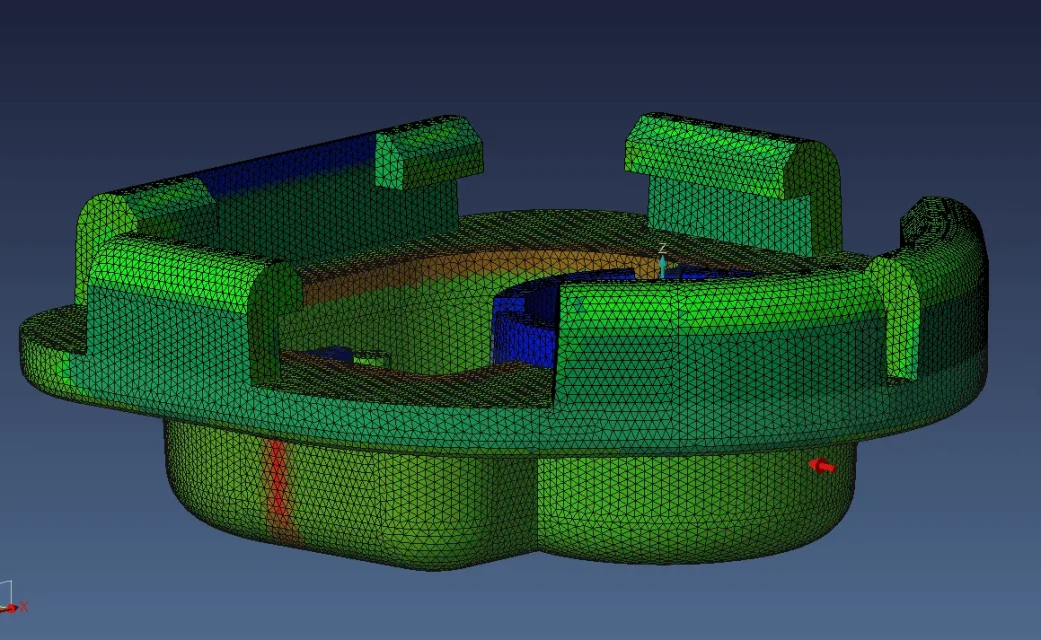
the other great doubt that I have is the choice of the injection point, as I do not know where to place it since the first simulations I did (chosing as an injection point that shown in figure by the red arrow) did not show significant variations of parameters such as cutting effort, temperature, solidified sheath etc to vary the position of the injection point. where should the injection point be placed?
Thank you very much for the attention!
I do not know if it is the appropriate section, in case of negative response I will move the discussion to the right topics. I have to simulate the injection molding process of a component for a project at university. the component is that present in the attachments (I uploaded only the main views but obviously I have the cad file). for simulations we are using visi-flow software and we have explained the basic commands.
the first step I made was to run mesh on the component and already here I have a doubt: Once the mesh is done, we have been told to correct the calculation of the thicknesses running the software. doubt is related to the fact that I'm not sure what the software did. For example, the circle that is seen from the view from the bottom should not be there (if I have understood well how it calculates the thicknesses the program) because if the red circle should be there then a half arc should be present due to the semicircle that is seen from the view from the top.
the other great doubt that I have is the choice of the injection point, as I do not know where to place it since the first simulations I did (chosing as an injection point that shown in figure by the red arrow) did not show significant variations of parameters such as cutting effort, temperature, solidified sheath etc to vary the position of the injection point. where should the injection point be placed?
Thank you very much for the attention!
Attachments
-
 mesh isometrica.webp342.2 KB · Views: 20
mesh isometrica.webp342.2 KB · Views: 20 -
 mesh laterale destro.webp156.7 KB · Views: 21
mesh laterale destro.webp156.7 KB · Views: 21 -
 mesh laterale sinistro.webp148.4 KB · Views: 17
mesh laterale sinistro.webp148.4 KB · Views: 17 -
 mesh punto di iniezione.webp214.7 KB · Views: 16
mesh punto di iniezione.webp214.7 KB · Views: 16 -
 mesh vista da dietro.webp164.3 KB · Views: 16
mesh vista da dietro.webp164.3 KB · Views: 16 -
 mesh vista da sopra.webp337.5 KB · Views: 13
mesh vista da sopra.webp337.5 KB · Views: 13 -
 mesh vista da sotto.webp260.6 KB · Views: 11
mesh vista da sotto.webp260.6 KB · Views: 11 -
 mesh vista frontale.webp169.2 KB · Views: 10
mesh vista frontale.webp169.2 KB · Views: 10

