cliff23
Guest
Good morning to all,
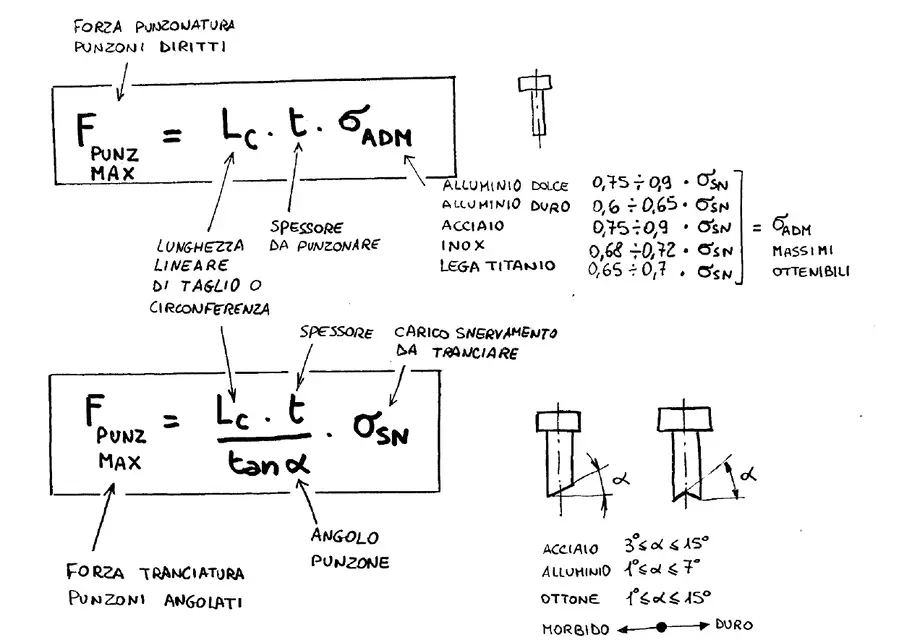
I have a question about calculating the cutting effort on sheet metal molds:
Whereas I have to draw a sheet s355mc sp. 6 mm I wondered what value I have to use as a resistance to cutting.
on the tables of the material I find only the rm value (traction resistance) that varies from 430 to 550 mpa while my software considers me a value of
100 kg square.
What do you think is the right value?
Thank you.
I have a question about calculating the cutting effort on sheet metal molds:
Whereas I have to draw a sheet s355mc sp. 6 mm I wondered what value I have to use as a resistance to cutting.
on the tables of the material I find only the rm value (traction resistance) that varies from 430 to 550 mpa while my software considers me a value of
100 kg square.
What do you think is the right value?
Thank you.