cicciounico
Guest
Hi, in my 1mm thick 304 steel box, I would like to make recesses for "hiding" the fixing m3 screws.
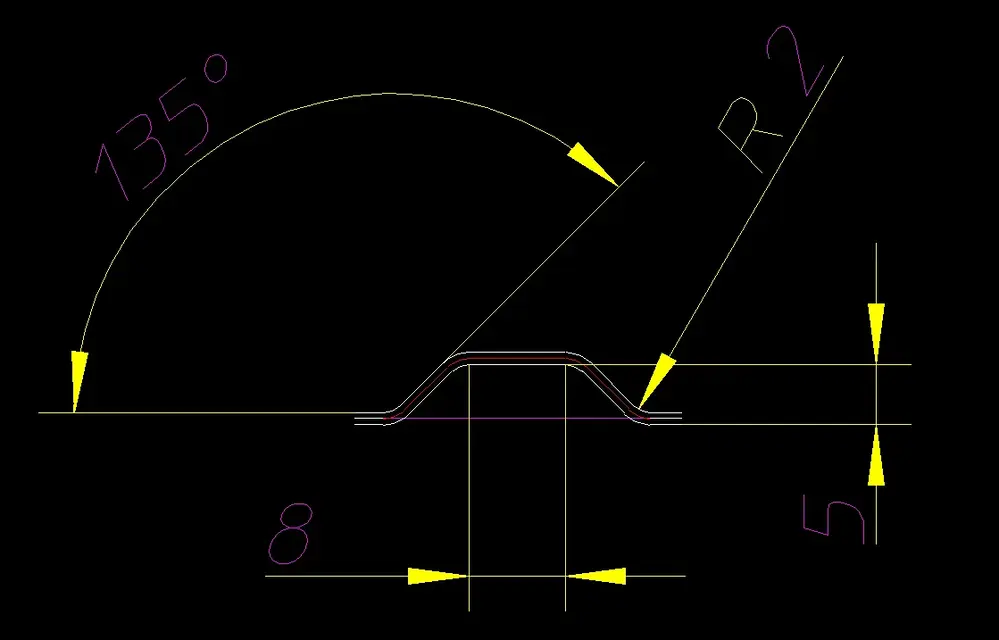
I do not know the technical name but they would be made about this:
Iing2.jpg
the question is: with the cad (solid) I can make it high until I want but what are the limits imposed by the thickness and the material?
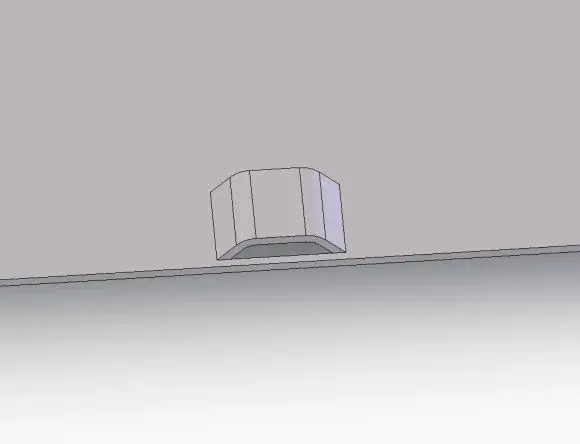
If I get up by 1mm how thin it gets? otherwise it is better to cut the tab on 3 sides instead of only on 2 in this way:
Iing1.jpg
advice? formulas?
Thank you.
I do not know the technical name but they would be made about this:
Iing2.jpg
the question is: with the cad (solid) I can make it high until I want but what are the limits imposed by the thickness and the material?
If I get up by 1mm how thin it gets? otherwise it is better to cut the tab on 3 sides instead of only on 2 in this way:
Iing1.jpg
advice? formulas?
Thank you.
Attachments

Last edited by a moderator: