folle76
Guest
Hello.
I gave a splash on the forum about the rolling process, but I need more info.
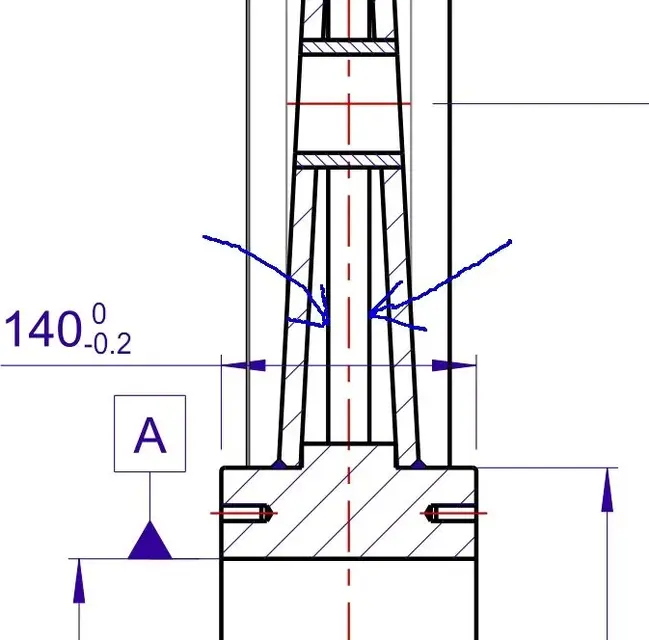
in the annex you can see the design of a pulley whose outer part is obtained from folded plate thickness 12 mm and then calandrated.
I know what technologically can be done. but, being a bit fasting of technology and geometric tolerances, what tolerance of circular oscillation in all directions is obtainable (see drawing)? In general, can you tell me what is the criticality of a similar technological process?
Thank you very much.
I gave a splash on the forum about the rolling process, but I need more info.
in the annex you can see the design of a pulley whose outer part is obtained from folded plate thickness 12 mm and then calandrated.
I know what technologically can be done. but, being a bit fasting of technology and geometric tolerances, what tolerance of circular oscillation in all directions is obtainable (see drawing)? In general, can you tell me what is the criticality of a similar technological process?
Thank you very much.

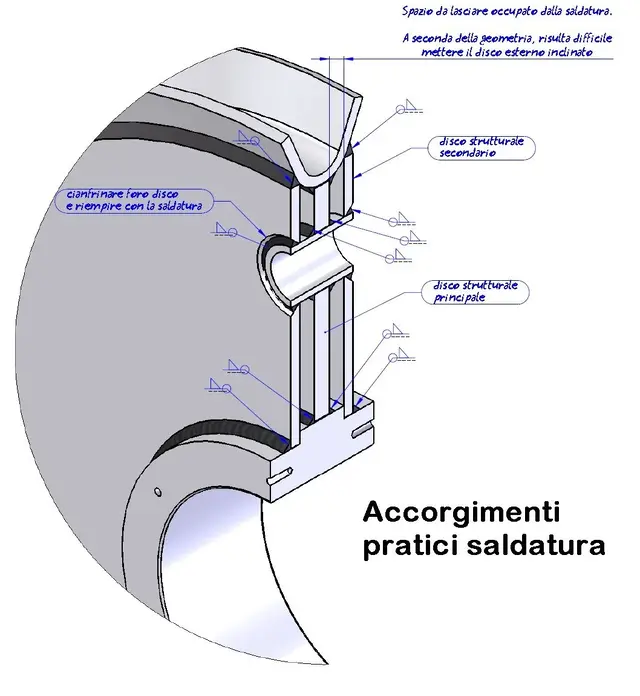

") , to keep the center bell will not little to you. If they are more pieces it is best to build a sort of match template where the details to be soldered can be permanently placed and to measure.
, to keep the center bell will not little to you. If they are more pieces it is best to build a sort of match template where the details to be soldered can be permanently placed and to measure.