KRLE
Guest
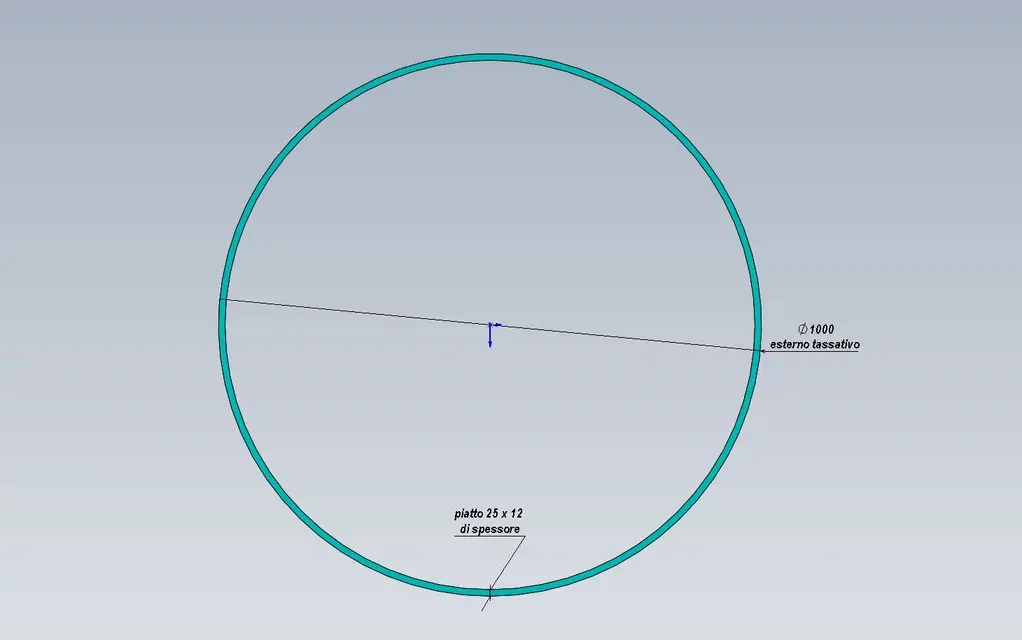
to be clear we talk about this
Ferries to u profile pn uni 5786 special series
http://www.themeter.net/travi-upns.htm?submit=disegno#
Ferries to u profile pn uni 5786 special series
http://www.themeter.net/travi-upns.htm?submit=disegno#