Guido
Guest
Hello everyone,
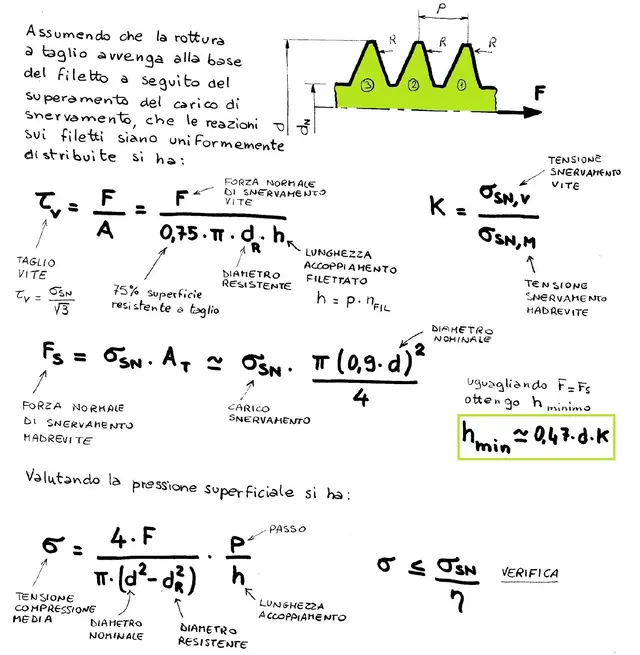
a gulf for lifting a load, screwed only for 3 laps that reduction of load has (if you have) regarding the entire screwing (axis load with the threaded pin) ?
Thank you.
guide
a gulf for lifting a load, screwed only for 3 laps that reduction of load has (if you have) regarding the entire screwing (axis load with the threaded pin) ?
Thank you.
guide